When FDM 3D Printing Makes Sense for Custom Plastic Components
ln the evolving landscape of plastic manufacturing processes, FDM (Fused Deposition Modeling) 3D printing has emerged as a transformative technology for producing custom plastic components. Also known as FFF (Fused Filament Fabrication), this additive manufacturing method builds parts layer by layer from thermoplastic filaments. For B2B buyers, engineers, and procurement professionals, the question is not whether FDM 3D printing is capable—it is certainly capable—but rather when it is the appropriate choice over traditional methods like injection molding, thermoforming, or machining. Understanding the specific scenarios where FDM excels can save significant time and resources while enabling design possibilities that conventional plastic processing cannot achieve. This guide examines the design freedom, material options, production volumes, and quality considerations that determine when FDM 3D printing is the optimal solution for your custom plastic parts.
What Is FDM 3D Printing for Plastic Parts?
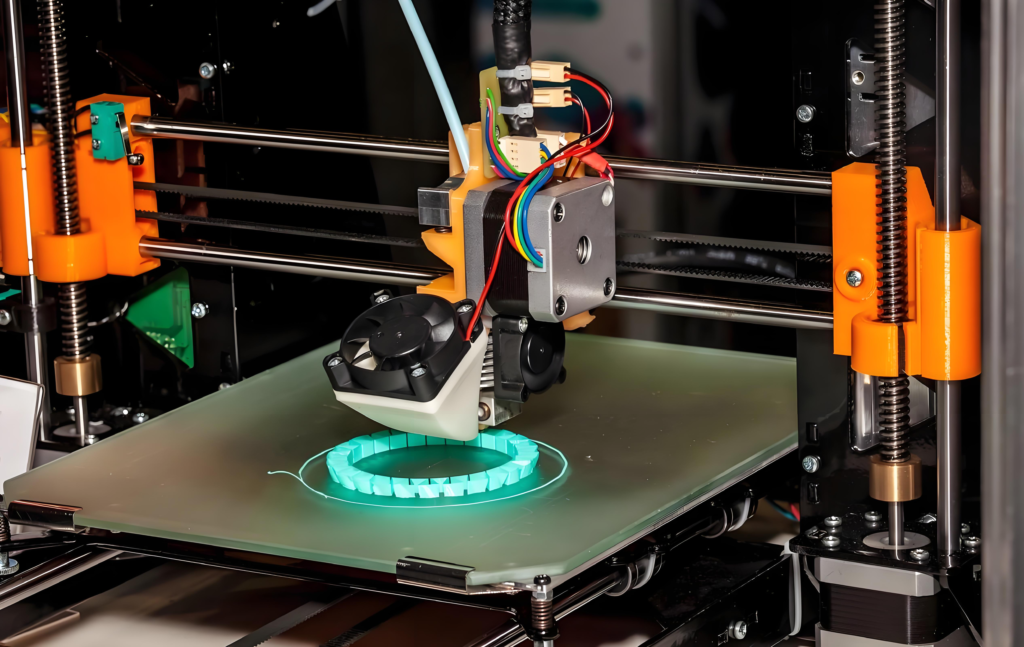
FDM 3D printing is a plastic fabrication process that uses a spool of thermoplastic filament. The filament is fed into a heated nozzle, where it melts and is extruded onto a build platform following a computer-generated toolpath. The nozzle moves in three dimensions, depositing thin layers of plastic that fuse together as they cool. This process repeats layer by layer until a complete three-dimensional part is formed.
Unlike subtractive methods (CNC machining) or molding processes (injection molding, thermoforming), FDM is additive—material is placed only where needed. This fundamental difference gives FDM unique advantages for custom plastic parts. FDM printers range from benchtop units for prototyping to industrial systems with enclosed, temperature-controlled chambers and multiple extrusion heads. Industrial FDM machines can produce parts that are structurally robust, heat-resistant, and suitable for functional testing or even end-use production in certain applications.
For B2B buyers, FDM offers a plastic manufacturing process that requires no hard tooling, accommodates extreme design complexity, and delivers parts in days rather than weeks. It is particularly valuable for custom, low-volume, or highly complex components where traditional tooling costs would be prohibitive.
When Is FDM 3D Printing the Right Choice?
Specifying the right plastic molding process—or additive alternative—depends on several factors. FDM 3D printing is not a universal replacement for injection molding or thermoforming, but it excels in specific scenarios.
Ideal Scenarios for FDM 3D Printing:
- Prototyping and iterative design: When design changes are frequent, FDM allows rapid turnaround without retooling costs.
- Low-volume production: For annual volumes that are low, injection molding tooling costs cannot be amortized. FDM is cost-effective at low volumes.
- Complex geometries: Parts with internal channels, organic shapes, undercuts, or lattice structures are impossible or prohibitively expensive to mold. FDM builds them easily.
- Custom, one-off parts: Replacement parts for legacy equipment, custom jigs and fixtures, or patient-specific medical devices.
- Lightweight structures: FDM can produce hollow or partially filled parts with high strength-to-weight ratios.
- On-demand or distributed manufacturing: Digital files can be printed anywhere, reducing inventory and logistics.
Comparison Table: FDM vs. Injection Molding vs. CNC Machining
| Feature | FDM 3D Printing | Injection Molding | CNC Machining |
|---|---|---|---|
| Tooling requirement | None | Hardened steel or aluminum mold required | None (but fixturing may be needed) |
| Setup time | Minutes to hours | Weeks to months | Hours to days |
| Part complexity | Very high (internal features, undercuts) | Limited by mold design and draft angles | Moderate (tool access limitations) |
| Material waste | Minimal | Runner and sprue waste | Significant (subtractive) |
| Lead time for first part | Hours to a few days | Many weeks | Days to weeks |
| Suitable production volume | Very low to low | High to very high | Low to medium |
| Wall thickness capability | No minimum (but needs support) | Minimum defined by material flow | Thick sections only |
| Internal stresses | Low (annealing optional) | Moderate to high | Surface stresses |
This comparison shows that FDM occupies a unique space in the plastics processing landscape. It is not competing with injection molding for millions of parts—it is the preferred choice where volume is low, complexity is high, and speed is critical.
Design Freedom and Geometry Capabilities
One of the most compelling reasons to choose FDM 3D printing for custom plastic parts is the extraordinary design freedom it provides. Traditional plastic manufacturing processes impose geometric constraints that FDM simply does not have.
Design Features Possible with FDM:
- Internal channels and conformal cooling passages: In injection molding, cooling lines must be drilled in straight lines. FDM can produce curved, branching internal channels that follow part contours.
- Undercuts and negative draft angles: No need for side-actions or collapsible cores. FDM builds overhangs using soluble or breakaway support material.
- Lattice structures and topology optimization: Remove material from low-stress areas to reduce weight while maintaining strength.
- Complex organic shapes: Freeform surfaces that would require five-axis CNC or complex multi-part molds.
- Multi-material and graded properties: With dual-extrusion systems, you can combine rigid and flexible materials, or use soluble supports for intricate geometries.
- Assembly consolidation: A single FDM part can replace an assembly of multiple traditionally manufactured parts, reducing fasteners and failure points.
Bullet List: Design Rules for FDM (Unlike Molding)
- Draft angles are optional – vertical walls are perfectly acceptable.
- Wall thickness can vary widely within the same part (unlike thermoforming or blow molding).
- Textured surfaces can be modeled directly; no need for EDM texturing of a mold.
- Holes can be printed at any angle, including horizontal (requires support).
- Thin ribs and bosses are possible without sink marks (a common defect in injection molding).
- Part orientation affects strength—layers are weakest in the Z-direction, so orient critical features accordingly.
For engineers designing custom plastic parts, FDM removes many of the constraints associated with plastic injection molding process or plastic blow moulding process. This freedom allows rapid iteration and performance optimization that would be impractical with traditional tooling.
Materials Available for FDM 3D Printing
FDM technology supports a growing range of thermoplastics, from commodity materials to high-performance engineering grades. The material selection directly influences the mechanical, thermal, and chemical properties of the final part.
Common FDM Filament Materials:
- PLA (Polylactic Acid): Easy to print, rigid, biodegradable. Suitable for form-fit prototypes and non-load-bearing parts.
- ABS (Acrylonitrile Butadiene Styrene): Tough, impact-resistant, and heat-resistant. Requires a heated chamber. Ideal for functional prototypes and automotive components.
- PETG (Glycol-modified PET): Combines ease of printing with good chemical resistance and toughness. Common for food contact applications and enclosures.
- Nylon (PA): Strong, durable, and abrasion-resistant. Absorbs moisture and requires drying. Used for gears, bearing housings, and functional parts.
- Polycarbonate (PC): High heat deflection temperature and impact strength. Requires high nozzle temperatures and a heated chamber. Suitable for demanding industrial applications.
- TPU/TPE (Thermoplastic Polyurethane/Elastomer): Flexible and rubber-like. Used for seals, gaskets, and vibration dampening components.
- PEEK (Polyether Ether Ketone) and PEKK: High-performance polymers with exceptional thermal and chemical resistance. Used in aerospace, medical, and oil-and-gas industries.
- Composite filaments: Carbon fiber reinforced, glass fiber reinforced, or Kevlar-infused nylons for increased stiffness and reduced warpage.
For food processing plastics, PETG is often the material of choice due to its FDA compliance and chemical resistance. When specifying materials for FDM, buyers should request material datasheets and, for critical applications, test coupons printed with the same process parameters.
FDM also supports plastic recycling process initiatives—many filament manufacturers produce recycled PETG or PLA from post-industrial or post-consumer waste, though material consistency should be verified.
Applications of FDM for Custom Plastic Parts
FDM 3D printing serves a wide range of industries where custom, low-volume, or complex plastic parts are required. Below are typical applications where FDM is the right choice.
Prototyping and Concept Modeling
- Form, fit, and function prototypes
- Wind tunnel test models
- Investor demonstration pieces
Manufacturing Aids (Jigs, Fixtures, Tooling)
- Assembly fixtures
- Drill guides
- Pick-and-place end effectors
- Plastic processing operator workstations and ergonomic aids
End-Use Production (Low Volume)
- Custom enclosures for electronics (low-volume instrumentation)
- Replacement parts for obsolete equipment (no molds available)
- Custom brackets and mounts for industrial machinery
- Processed plastic toy cars for limited-edition collectibles or prototyping
Medical and Healthcare
- Patient-specific surgical guides
- Custom orthotics and prosthetics
- Anatomical models for surgical planning
- Custom instrument handles
Aerospace and Defense
- Lightweight ducting and air management components
- Custom tooling for composite layup
- On-demand spare parts for ground support equipment
Automotive
- Custom interior trim prototypes
- Test fixtures for quality control
- Low-volume race car components
Custom Tooling for Other Plastic Processing Methods
- Vacuum forming molds (low-cost, prototype)
- Blow molding pinch-off tools
- Low-volume thermoforming patterns
Because FDM requires no tooling, it is ideal for custom plastic process tanks, small-batch specialty containers, or plastic bins for meat processing designed for specific facility layouts. It also complements plastic profile extrusion process by enabling custom extrusion dies or calibrators.
Quality Checks Buyers Should Require for FDM Parts
While FDM offers design freedom, quality can vary significantly between service providers. B2B buyers should specify appropriate quality checks to ensure reliable parts.
Essential Quality Parameters:
- Dimensional accuracy: Request a first article inspection report comparing critical dimensions to CAD model. Tolerances depend on part size and geometry but are generally measurable in fractions of a millimeter.
- Layer adhesion and interlayer strength: Parts are weakest between layers. For functional parts, request tensile or flexural test coupons printed with the same settings.
- Porosity and air tightness: FDM parts can be porous unless printed with specific settings (e.g., extra perimeters, higher extrusion multiplier) or post-processed (e.g., epoxy coating). For fluid or vacuum applications, specify pressure testing.
- Surface finish: Specify acceptable surface roughness. FDM parts show visible layer lines unless post-processed (sanding, vapor smoothing, or filler primer).
- Internal support removal: For parts with internal cavities, confirm that soluble supports are fully removed. Residual support can clog channels or add unwanted mass.
- Material verification: Confirm that the correct filament grade was used. Request certificates of conformance with melt flow index or other relevant data.
Bullet List: Red Flags in FDM Parts
- Delamination between layers – indicates insufficient printing temperature or poor cooling control.
- Warped corners or edges – suggests inadequate bed adhesion or chamber temperature control.
- Inconsistent extrusion (gaps or blobs) – points to filament quality issues or extruder calibration problems.
- Poor surface finish on vertical walls – may indicate vibration or improper slicer settings.
- Residual soluble support inside cavities – means insufficient washing time or incomplete dissolution.
- Brittle parts – could be due to moisture in the filament or incorrect print orientation.
For industrial applications, buyers should also require process documentation: print parameters (layer height, extrusion temperature, print speed, chamber temperature), orientation used, and any post-processing steps (annealing, support removal, surface finishing). This level of specification brings FDM closer to the quality rigor of traditional plastic manufacturing process validation.
Manufacturing Process of FDM 3D Printing for Custom Plastic Parts
Understanding the process steps helps buyers communicate effectively with FDM service providers and identify potential sources of variation.
: Digital Design and File Preparation
The part is modeled in CAD software (SolidWorks, Inventor, Fusion 360, etc.). The designer must consider print orientation, support requirements, and layer adhesion direction. The model is exported as an STL or 3MF file.
: Slicing and Toolpath Generation
Slicing software converts the 3D model into horizontal layers and generates the nozzle toolpath. Key parameters set at this stage: layer height, extrusion width, infill density and pattern, support structure type, and print speed. For industrial parts, these parameters must be documented and controlled.
: Filament Loading and Printer Setup
The selected thermoplastic filament is loaded into the printer. For hygroscopic materials (nylon, polycarbonate), the filament must be dried before use. The build plate is leveled, and adhesion promoter (e.g., glue stick, painter’s tape, or PEI sheet) may be applied.
: Printing
The printer heats the nozzle to the filament’s melting temperature (typically between one hundred and three hundred degrees Celsius depending on material) and the build chamber to an elevated temperature for engineering materials. The print begins and proceeds layer by layer. Print times range from hours to several days depending on part size and complexity.
: Cooling and Part Removal
After printing, the part cools. It is then removed from the build plate. Some materials may require slow, controlled cooling inside the printer to prevent warpage.
: Support Removal
Support structures (either same-material breakaway or soluble supports like PVA or HIPS) are removed manually or in a water or solvent bath. For internal channels, pressurized air or water may be used.
: Post-Processing (Optional)
- Annealing: Heating the part in an oven to relieve internal stresses and improve interlayer adhesion.
- Vapor smoothing: Exposing to a chemical vapor (e.g., acetone for ABS) to melt and level surface layers.
- Sanding and polishing: For aesthetic or mating surfaces.
- Coating or painting: To add UV protection, conductivity, or a specific color.
- Machining: Critical bearing surfaces or holes may be reamed or drilled to precise tolerances.
For high-quality, repeatable FDM production, specialized plastic processing equipment such as industrial FDM systems with heated chambers, automated filament changers, and integrated quality monitoring are available. You can explore our range of additive manufacturing equipment on our products page.
FAQ – FDM 3D Printing for Custom Plastic Parts
When should I choose FDM over injection molding for plastic parts?
Choose FDM when your annual volume is low (prototypes, custom parts, low-volume production), when your part geometry is too complex for injection molding (undercuts, internal channels), or when you need parts in days rather than months. Injection molding remains the right choice for high-volume production where tooling costs can be spread over many parts.
: Can FDM parts be used as end-use functional components?
Yes. With engineering materials like ABS, nylon, polycarbonate, or PEEK, FDM parts can serve as end-use components in applications such as jigs, fixtures, custom brackets, ducting, and even some load-bearing parts. However, the layer-by-layer nature means parts are anisotropic (weaker across layers), so orientation and testing are essential.
How does FDM compare to CNC machining for custom plastic parts?
FDM is better for parts with internal features, organic shapes, or where material waste must be minimized. CNC machining offers better surface finish, tighter tolerances, and isotropic properties (same strength in all directions). For simple, prismatic parts from solid stock, CNC may be preferable.
Is FDM suitable for food processing plastics?
Yes, with appropriate materials. PETG is FDA-compliant and commonly used for custom food contact parts. However, the layer lines of FDM can trap bacteria, so post-processing (smoothing or coating) is often required for sanitary applications.
What are the limitations of FDM for custom plastic parts?
Limitations include: visible layer lines (poor surface finish unless post-processed), anisotropy (weaker interlayer adhesion), limited part size (depending on printer build volume), and slower throughput compared to molding for high volumes. Also, some materials (like PEEK) require expensive industrial printers.
Can FDM be used to produce tools for other plastic manufacturing processes?
Absolutely. FDM is excellent for producing low-volume vacuum forming molds, blow molding pinch-off tools, thermoforming patterns, and injection molding prototype tooling (e.g., aluminum molds with FDM inserts for conformal cooling).
Is FDM compatible with plastic recycling process initiatives?
Yes. Many filaments are available with recycled content. Additionally, failed prints and support material from single-material prints can be ground and re-extruded into new filament, closing the loop. Some service bureaus offer take-back programs for recycling.
What quality standards apply to FDM parts?
For critical applications, buyers can specify ISO 9001 for the service provider, request ASTM or ISO test methods for mechanical properties (e.g., ASTM D638 for tensile strength), and require first article inspections per AS9102 for aerospace. FDM can meet rigorous standards when processes are validated.
Buyer’s Checklist for Specifying FDM 3D Printed Parts
When requesting quotes for FDM custom plastic parts, provide the following information to ensure reliable results:
- 3D CAD model (STEP, IGES, or STL) and any critical dimension callouts on a 2D drawing.
- Material grade and any certifications required (FDA, UL 94, ESD, etc.).
- Intended use (prototype, functional test, end-use) to guide process parameters.
- Preferred print orientation if certain surfaces are critical for strength or appearance.
- Layer height and surface finish expectations (as-printed, vapor smoothed, sanded, or painted).
- Infill percentage and pattern for parts requiring specific stiffness or weight.
- Support removal requirements (manual removal OK, or must be soluble for internal channels).
- Post-processing needs (annealing, machining, coating).
- Quality plan – first article inspection, sampling rate, dimensional and mechanical testing.
- Volume – quantity of parts needed per order and over the product lifecycle.
- Delivery timeline – FDM is fast, but lead times vary with part size and post-processing.
By providing a complete specification, you enable FDM service providers to deliver parts that meet your performance and cost requirements. Unlike traditional plastic processing methods, FDM allows rapid changes—so early collaboration with the printer is highly beneficial.